航空传动轴试生产中潜在过程失效模式及后果分析
彭森荣1 刘升2
(1:广东省东莞市技师学院,广东东莞,523000; 2:广东省东莞市彼联科技机械有限公司,广东东莞,523000)
摘要:机械制造业的大批量生产是现代制造业的需求,为了减少后期生产中出现的问题,优化工艺,提升企业效益,进行试生产是其不可或缺的环节,并制定PFMEA,定义潜在可能的失效内容进行风险评价,制作合理的工艺,使企业的生产质量达到要求。本文以航空传动轴为例,编写试生产过程流程、PFMEA(潜在过程失效模式及后果分析)、控制计划表及工艺,阐述其内部的联系。
关键词:试生产;PFMEA;控制计划表;工艺
在批量生产零件之前,机械设备还处于较低的加工效率阶段,需要进行试生产,以调节机床至最合适的状态。试生产刚进行时设计难度较高,需要投入大量成本,但也有利于检验零件和加工过程,及时发现潜在的问题进行分析,在大批量正式加工前对工艺进行改进,使加工效率提升.
1、过程流程图的确定航空传动轴的过程流程图以六种符号的组合把现实的过程用可视化的图形表达,方便规定有可能出现的变量内容。它可以从侧面反映这个过程,帮助设计师对所有可控制或不可控制的内容进行确认。
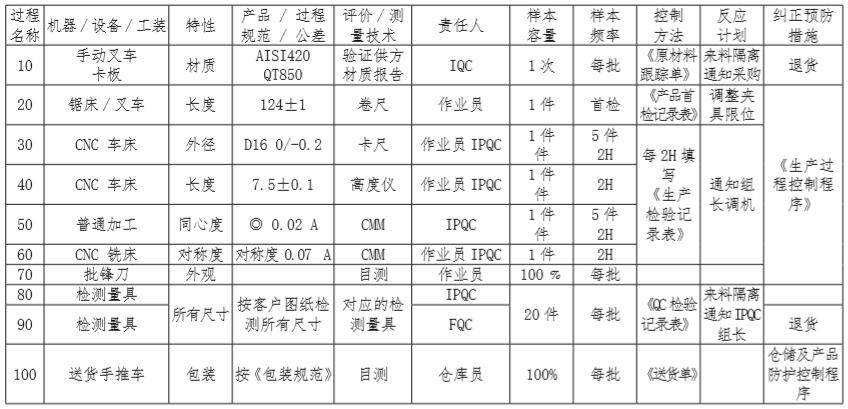
航空传动轴的过程流程图包含以下内容:10)来料质量控制(IQC);20)下料;30)CNC车1;40)CNC车2;50)外圆磨;60)CNC铣1;70)钳工;80)制程控制(IPQC);90)制造过程最终检查验证(FQC);100)入库。过程流程的操作及评估方法如表1所示。
表1

2、PFMEA(潜在过程失效模式及后果分析)的制定
分析人员应根据工艺规程和国家、行业有关规定和标准所确定的各质量特性的指标要求,结合工程实践经验、专业技术知识和类似过程所发生的故障,分析确定所有可能无法满足过程要求的故障模式,明确其为一类或二类失效模式。按照所推荐的过程故障严重度(S)评分标准确定等级,小组应该对评价准则与级别系统达成共识,及时对个别过程分析做修改。其次分析潜在失效起因/机理,进行现行过程控制,在零件例开该制造工序或装配工序之前,阻止这种失效模式在过程继续发展,并以统计原理的抽样检测改善探测度,增加样本容量和抽样频率改善探测度(D),通过计算事件发生的频率、严重度和检测测定等级三者的乘积,定义风险顺序数(RPN),衡量可能的工艺缺陷,以便采纳可能的预防措施,RPN取值在1~1000之间,假设RPN数值很高,必须快速更正,全力减小该值,此外不论RPN大小,当严重度(S)较高时就应特别注意,达到能够容易、低成本地对产品或过程进行修改,从而减轻事后危机的修改以提升其质量的水平。FMEA的制作如表2所示。
表2

工序控制计划表是工艺制定的重要组成,制定航空传动轴的工序计划需要把来料的材质、外观、半成品及成品按预设内容进行复检,并有专用储存区域;对样本不同的容量要进行不同的抽样频率,使用对应的控制方法,制作反应计划,提出正确的改正措施。编写方式如表3所示。
表3
4、工艺卡片的制作使用工艺卡片对航空传动轴的工序进行设定,依照设计内容,遵循工艺文件的工艺流程和相关需求,利用它指示操作人员按规作业,卡片中包括本工序加工图、加工刀具、测量量具、设备、定位等,它也可以提高生产效率,还能规范生产。工艺卡片的部分内容如表4所示。
表4

在试生产的过程中,通过FMEA描述航空传动轴工艺上可靠性的缺陷,设计检测方法,针对生产要求、环保条例等,利用数据分析,对存在风险的工艺内容,制定改善策略;高效实行的FMEA,可缩短开发时间及开发费用,改进产品的质量、可靠性与安全性,完成关键的试生产环节,为节约成本、降低损失、提高效率起到了至关重要的作用。
参考文献:[1]刘艳琴,田凤勇.失效模式及后果分析的应用探索[J].
橡塑技术与装备,2016(2).
[2]胡坤.多品种小批量定制生产模式PFMEA技术研究[D].南昌航空大学,2016(0).
[3]章旸.机油泵失效模式的研究[J].液压气动与密封,2011(8)